Kaeser Compressors, Inc. offers a complete line of air system products including rotary screw compressors with the highly efficient Sigma Profile and the Sigma Control system, Mobilair portable compressors, Omega rotary lobe blowers, vacuum packages, refrigerated and desiccant dryers, filters, condensate management systems and a variety of related products.
Download and Read PDF files

1 Airend
2 Energy-saving electric motor
3 Motor grease nipples
4 Inlet valve
5 Minimum pressure/check valve
6 Combined Auxiliary Vent Valve
7 Fluid cooler with mounted thermostatic valve and fluid-micro filter
8 Compressed air after cooler
9 Two-stage air inlet filter
10 Fluid separator tank with separator cartridge
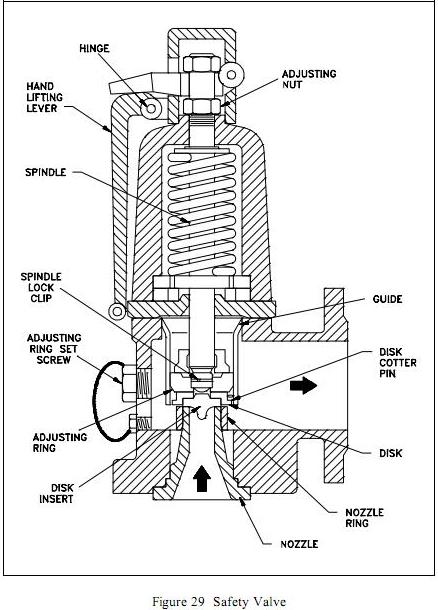
11 Safety Valve
12 Anti Vibration Dampers
13 Sigma Control
Quick Details
Place of Origin: Austria Brand Name: Kaeser Model Number: ESD 351
Type: Screw
Configuration: Stationary
Lubrication Style: Lubricated
Condition: Used Motor: 200 kW
Max Bar: 8.50
FAD: 36.80 m3/min
Color: Yellow
Quick Details
Place of Origin: Austria Brand Name: Kaeser Model Number: ESD 351
Type: Screw
Configuration: Stationary
Lubrication Style: Lubricated
Condition: Used Motor: 200 kW
Max Bar: 8.50
FAD: 36.80 m3/min
Color: Yellow











The atmospheric air drawn into a compressor is a mixture of gases that always contains water vapour. However, the amount of water vapour that air can carry varies and is mostly dependent on temperature. As air temperature rises – which occurs during compression – the air's capability to hold moisture increases also. When the air is cooled its capacity to hold moisture reduces, which causes the water vapour to condense. This condensate is then removed in the centrifugal separator, or the air receiver, downstream from the compressor. Even then, the air can still be completely saturated with water vapour. This is why, as the air cools further, significant amounts of condensate can accumulate in the air distribution piping and at take-off points. System failure, production downtime and costly service and repair work are therefore unavoidable without additional air drying.



On average, a compressor sucks in up to 190 million particles of dirt, hydrocarbons, viruses and bacteria with every cubic meter of atmospheric air. The compressor itself can only remove the larger dirt particles and the majority of the contaminants remain in the compressed air. This means that for most applications careful treatment of the air is necessary: Clean, quality compressed air maximises air-tool service life, ensures that pneumatic machinery and control systems operate at the peak of their performance and keeps pipes & valves free from contaminants. It therefore not only reduces service, maintenance and repair costs, but can also reduce initial investment costs.

Condensate treatment technology
ECO -DRAIN
ECO -DRAIN

Condensate treatment system AQUAMAT

Centrifugal Separator
FUNCTION
 The centrifugal separator removes large volumes of condensate from the compressed air. Optimised design enhances the centrifuge effect and ensures a near constant degree of condensate separation over a wide flow volume range. Furthermore, particles up to 5 μm are also "washed out".
The centrifugal separator removes large volumes of condensate from the compressed air. Optimised design enhances the centrifuge effect and ensures a near constant degree of condensate separation over a wide flow volume range. Furthermore, particles up to 5 μm are also "washed out".Application:
A centrifugal separator is recommended for systems where the refrigeration dryer is installed “directly” downstream from the rotary screw compressor.
The centrifugal separator is installed between the compressor and the refrigeration dryer and removes the ‘liquid condensate’ from the compressed air. This provides the refrigeration dryer with additional reserve drying capacity. This is particularly important at high ambient temperatures in order to ensure that the required pressure dew point is consistently maintained.
KAESER centrifugal separators are maintenance-free.
Tip:
Each centrifugal separator should be fitted with an electronic ECO Drain condensate drain (available as a complete set with all necessary components).
A centrifugal separator is recommended for systems where the refrigeration dryer is installed “directly” downstream from the rotary screw compressor.
The centrifugal separator is installed between the compressor and the refrigeration dryer and removes the ‘liquid condensate’ from the compressed air. This provides the refrigeration dryer with additional reserve drying capacity. This is particularly important at high ambient temperatures in order to ensure that the required pressure dew point is consistently maintained.
KAESER centrifugal separators are maintenance-free.
Tip:
Each centrifugal separator should be fitted with an electronic ECO Drain condensate drain (available as a complete set with all necessary components).
Air Receivers
 KAESER = Quality
KAESER = QualityWhether 90 or 10,000 litres, all KAESER compressed air receivers are designed and manufactured to the highest quality standards to ensure exceptional durability. You only get genuine KAESER quality with genuine KAESER air receivers. The same care and attention given to providing KAESER air receivers with outstanding corrosion resistance and perfect sealing (thanks to the precision thread finishing process that takes place after galvanisation) is also given to transportation. Plastic protective caps are fitted to all connection flanges on the air receiver to ensure that each unit reaches the customer in perfect condition.